海城市星光机电设备有限公司
联系人:刘经理
电话:13314033166
座机:0412-3338005
邮箱:haichengxingguang@126.com
地址:海城市铁西街钢城委
不合理的堆焊工艺将或许构成复合耐磨板表面裂纹构成连续延伸,贯穿性的大裂纹。这种大裂纹有或许深化母板之中,构成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已进入碳与合金元素,双金属复合耐磨钢板故不再为耐性金属。一般复合耐磨板母板厚度为10 mm,堆焊后的实践耐性区金属约减小20~30,假设表面裂纹跳过熔深层向下持续延伸,必然构成母板强度的下降,更为严重者会构成复合耐磨板的断裂。
研讨表明,堆焊层的裂纹数量越多,越细微,散布越广 ,则复合耐磨板焊接应力释放的越彻底,母板焊后变形越小,运用中越。
其他,复合耐磨板若表面没有裂纹或很少的裂纹,则视为不合格产品,这是因为堆焊层表面硬度和耐磨性没有抵达技能要求。
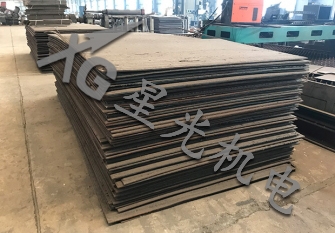
双金属耐磨钢板规划简略,出产效率高。在双金属耐磨复合钢板的规划中,一般选用简略的对接和角焊缝衔接,就可以制作出各种结构。焊接出产效率高,制作周期短,成本低,经济效益好。

双金属复合耐磨钢板的火焰切开办法与一般低碳和低合金钢的切开相同简单,在切开耐磨钢板厚板时,随着钢板厚度和硬度的增加,切开边部呈现裂纹倾向加大。为避免钢板切开裂纹的产生,切开时应遵从以下主张:切开裂纹:钢板切开裂纹类似于焊接时产生氢致裂纹,假如钢板切边产生裂纹,将会在切厚48小时至几周内才呈现。
低速切开:避免切开裂纹的另一种办法就是下降切开速度。假如无法进行整版预热,则可以运用局部预热法替代。运用低速切开办法避免切开裂纹,其可靠性不如预热。我们主张切开前先对切开带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。其大切开速度取决于钢板等级和厚度.
(以上内容全部来源于网络,如有问题请联系我删除)
 在线咨询
在线咨询