海城市星光机电设备有限公司
联系人:刘经理
电话:13314033166
座机:0412-3338005
邮箱:haichengxingguang@126.com
地址:海城市铁西街钢城委
耐磨复合板以Ca(NO3)2和NH4H2PO4为电解主盐,在电解液中加入Zn(NO3)2,成功制备得到了锌掺杂羟基磷灰石(HAP)涂层。通过控制加入的Zn元素的含量,研究分析了Zn对于羟基磷灰石涂层结晶度、微观形貌、物相成分及涂层与钛基体之间结合力的影响。
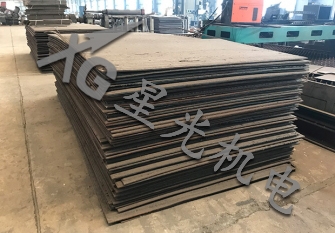
本文以冶金轧辊耐磨复合钢板表面埋弧堆焊层为研究对象,利用体视显微镜、扫描电镜观察了耐磨复合板堆焊层裂纹及裂纹断口宏观形貌、微观形貌。利用洛氏硬度计测定堆焊层、过渡层和基体硬度。利用金相显微镜观察堆焊层、过渡层及基体金相组织。利用XRD测定堆焊层残余奥氏体量。利用发射光谱仪测定耐磨复合钢板堆焊层、过渡层及基体材料化学成分。利用X射线能谱仪测定断口表面微区化学成分。通过上述方法确定轧辊失效性质及失效原因。
通过改变电解液主盐Ca(NO3)2和NH4H2PO4的浓度,研究了电解液浓度对于电化学沉积磷酸钙盐涂层产物的影响。
结果发现:随着电解液浓度的逐渐升高,涂层产物的物相由HAP逐渐向磷酸八钙(OCP)转变,同时微观形貌上观察到了从纳米级规则六边形棒状HAP晶体逐渐转变成微米级带状OCP晶体的过程。
本根据该件轧辊堆焊环境,应用热-结构耦合法模拟轧辊焊缝及其附近区域堆焊降温过程中温度场,分析其轴向、周向和径向热应力场;并比较了不同焊接线能量输入下的堆焊层热应力场变化。
论文主要研究结论如下:
(1)轧辊耐磨复合钢板堆焊层表面及纵向剖面堆焊层均观察到短裂纹和沿晶微裂纹,横向剖面的堆焊层及母材均未观察到裂纹。短裂纹为结晶裂纹(长度为1~10mm),位于焊缝中心主要呈横向。沿晶微裂纹为再热裂纹,位于近缝区粗晶部位主要呈横向穿越晶界铁素体。
(2)堆焊层整体P含量(0.025%)超过技术要求和枝晶表面P(0.05-0.06%)、S(0.05-0.12%)含量过高是复合耐磨板堆焊层产生结晶裂纹的成分因素。堆焊层材料含有较高含量的Mo、V等碳化物形成元素和晶界弱化元素P(0.04%)、S(0.03%)是堆焊层产生再热裂纹的成分因素。
(3)模拟轴向热应力峰值区位于轧辊焊缝中心,周向、径向热应力峰值区位于轧辊热影响区。轴向热应力(242MPa,1100℃)远大于周向热应力(171MPa,1100℃)和径向热应力(48MPa,1100℃)。轴向热应力较大,且热应力峰值区出现在轧辊焊缝中心是堆焊层发生横向开裂的力学因素。
(4)模拟热应力随着焊道宽度减小而减小,即热应力随焊接线能量输入减少而减小。减小焊接线能量输入能避免堆焊热应力过大。
实验得出:随着电解液中Zn含量的增加,沉积得到的HAP晶体的结晶度逐渐降低,晶体平均尺寸逐渐减小。当Zn含量达到25mol%(Zn/(Zn+Ca))时,沉积不再得到Zn-HAP晶体。同时随着Zn含量的增加,涂层规则六边形微观形貌特征逐渐消失,涂层与钛基体之间的结合力逐渐增大。

 在线咨询
在线咨询